| 编辑推荐: |
本文主要介绍了项目质量管理相关内容,希望对你的学习有帮助。
本文来自于微信公众号精益六西格玛大本营,由火龙果软件Alice编辑、推荐。 |
|
在质量管理体系, FMEA 和 控制计划(CP) 是两份最容易被混为一谈的文件。
很多工程师刚入职时都会问:这两个表格不都写风险和控制措施吗?到底啥区别?
更有甚者,项目启动时抄一份FMEA,项目验收时再从FMEA里挑几行贴到控制计划,就算是体系闭环了。但是这种抄作业式的做法,表面看流程齐全,实际上漏洞百出。一旦客户稽核、产品出问题,马上就会原形毕露。
今天我们就来讲清楚: FMEA 和 控制计划(CP)到底啥关系? 它们在体系中的逻辑链路是怎样的?又该如何在实际工作中做到真正的贯通。
一、FMEA和控制计划分别是干啥 的 ?
在IATF 16949的体系逻辑中,这两者虽然都属于质量策划工具,但分工还是很明确的。
我们首先来看看它们各自的定位。
| 工具 | 全称 | 核心作用 | 关键问题 |
| FMEA |
Failure Mode and Effects Analysis(潜在失效模式与后果分析) |
预防问题 :识别潜在风险,提前消除 |
“可能会出什么问题?”、“风险在哪?” |
| 控制计划(CP) |
Control Plan(控制计划) |
控制问题 :定义如何监控、如何防错、如何验证 |
“要怎么防?”、“怎么确认过程稳定?” |
简单来说,FMEA就像是医生找病因,而控制计划就是针对病因来对症下药。FMEA把风险分析出来,控制计划则把风险控制落地执行。
两者不是独立存在的文档,而是上下承接、逻辑连贯的体系环节。
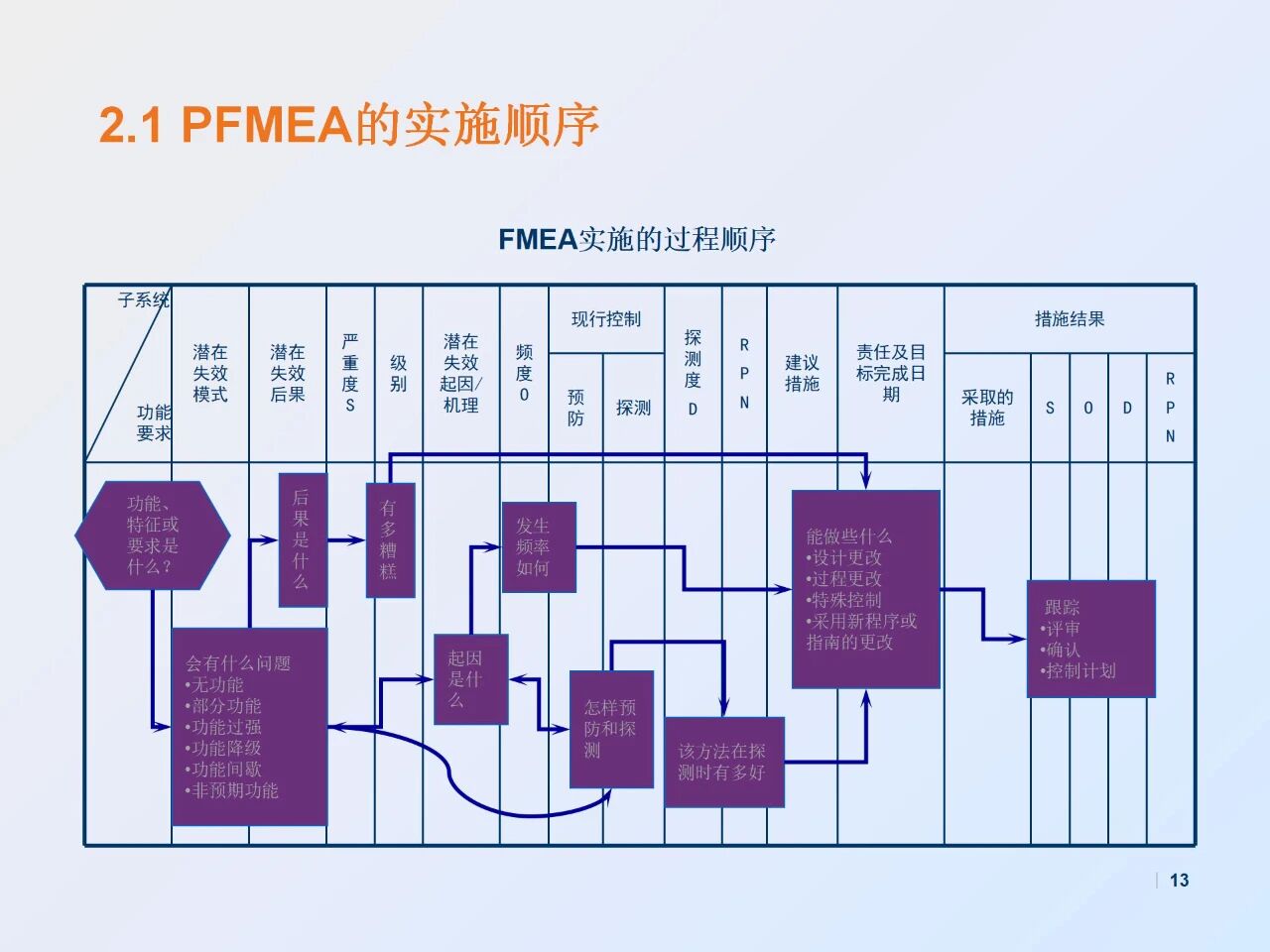
二、一张图看懂FMEA到控制计划的逻辑链
下面这张图,几乎是质量工程师面试和项目策划时的必备关系图。
这个逻辑链的核心是 风险的层层识别与管控 ,以及 控制措施的逐级细化 。
1. 客户要求(Voice of Customer) : 明确客户关注的关键特性(如尺寸精度、外观、可靠性等)。
2. CTQ(关键质量特性)识别 : 把客户要求转化为可测量、可控制的质量指标。
3. 过程流程图(PFD) : 画出整个制造流程,明确每一步的操作、检验、运输环节。
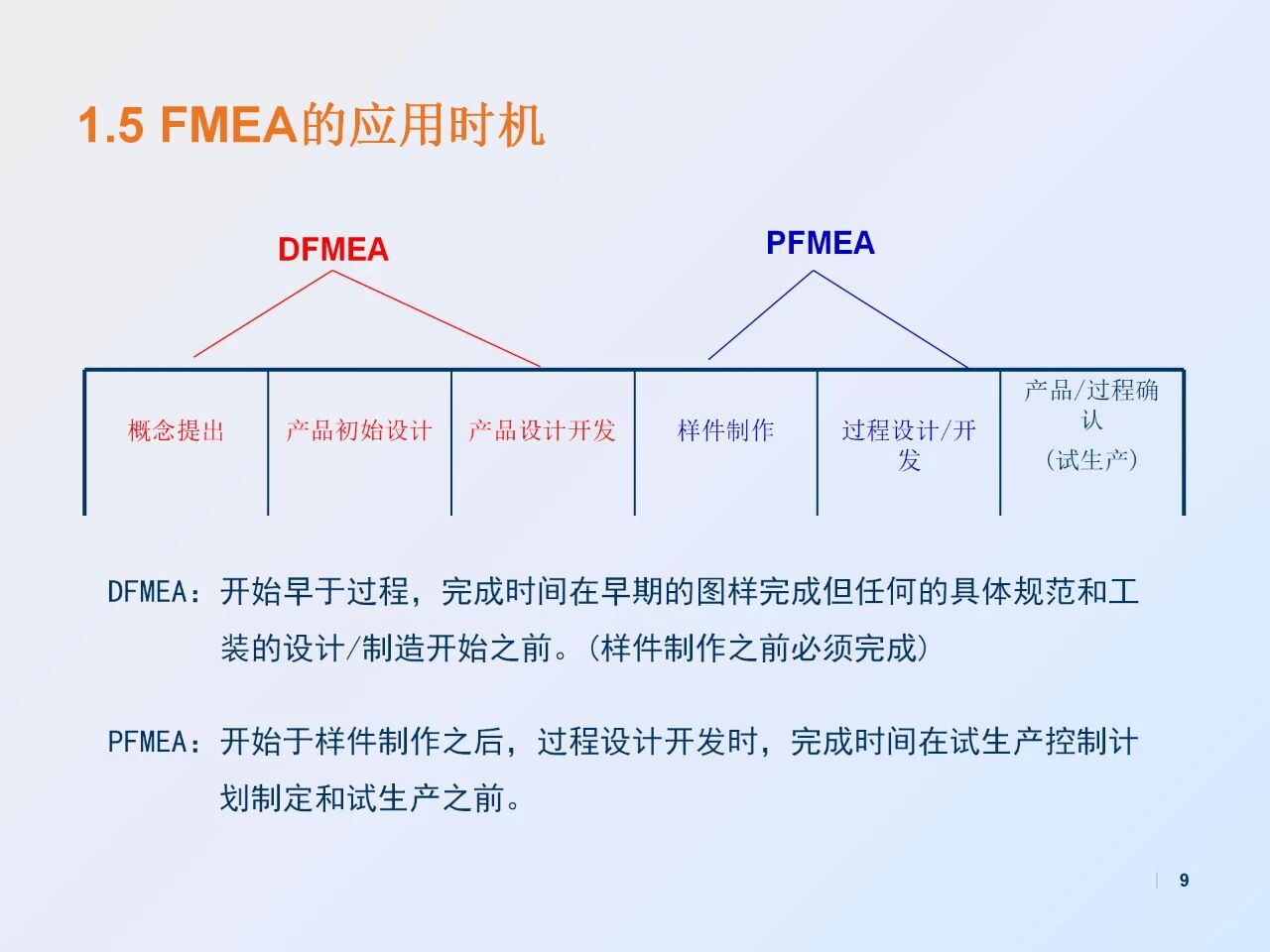
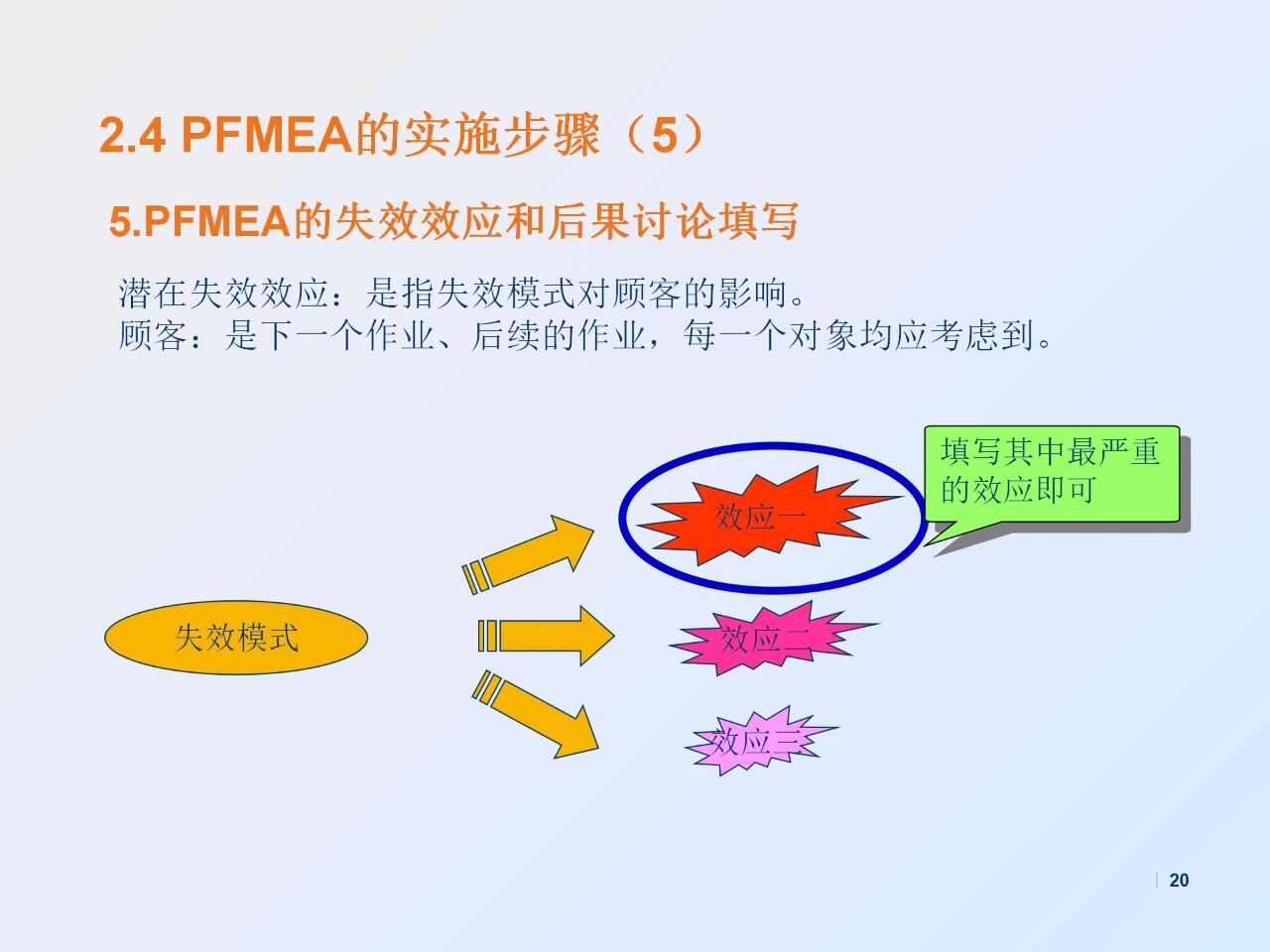
4. PFMEA :以流程为基础,识别各工序的潜在失效模式,分析其后果、原因与控制措施。
5. 控制计划(CP) :把PFMEA中高风险的控制项落实到实际过程中,明确怎么测、测什么、谁负责、频率多久。
6. 作业指导书(WI) :把控制计划中的控制方法,写成一线员工能看懂、能操作的标准作业指导。
也就是说:FMEA是风险识别的逻辑链起点,而控制计划则是风险管理的执行终点。
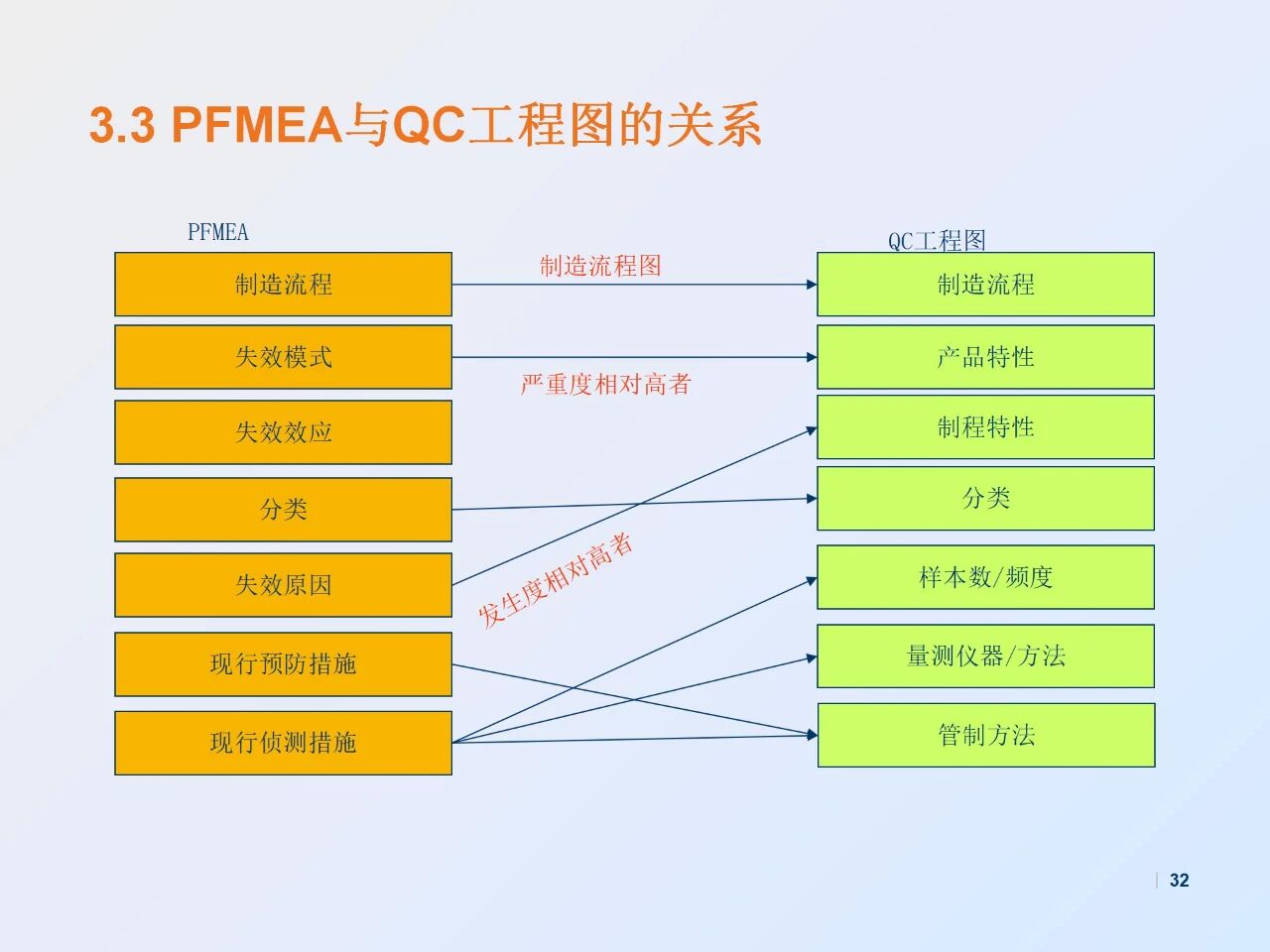
三、FMEA与控制计划的核心对应关系
控制计划不是从天上掉下来的,它必须源于FMEA。两者之间有着一一对应的关系:
| FMEA要素 | 控制计划要素 | 关系说明 |
| 过程步骤/功能 |
过程名称/工序 |
控制计划的工序必须对应FMEA的分析步骤 |
| 潜在失效模式 |
控制特性 |
控制计划要控制的特性来源于FMEA的潜在失效 |
| 潜在原因 |
控制方法 |
控制计划中“如何防错”就是针对这些原因 |
| 预防/探测控制措施 |
检测方法/频率 |
控制计划需明确检测方式和频率 |
| RPN(风险优先数)高的项目 |
关键控制点 |
RPN高的项目必须在控制计划中重点监控 |
举个例子:
在PFMEA中发现:
|
工序:压装 → 潜在失效模式:压装不到位 → 潜在原因:气缸压力不足
当前控制:人工抽检 → RPN=210(高风险) |
那么在控制计划中,就应该这样反映:
工序 :压装
控制特性 :压装深度
控制方法 :100%自动传感器检测
频率 :全检
反应计划 :报警停机、隔离、记录 |
从分析到控制,一气呵成。这样才是真正的FMEA驱动控制计划。
四、为什么FMEA和CP容易脱节?
即使知道两者有关联,但是实际工作中依旧存在大量形式化的问题。总结下来,主要有以下三种典型错误:
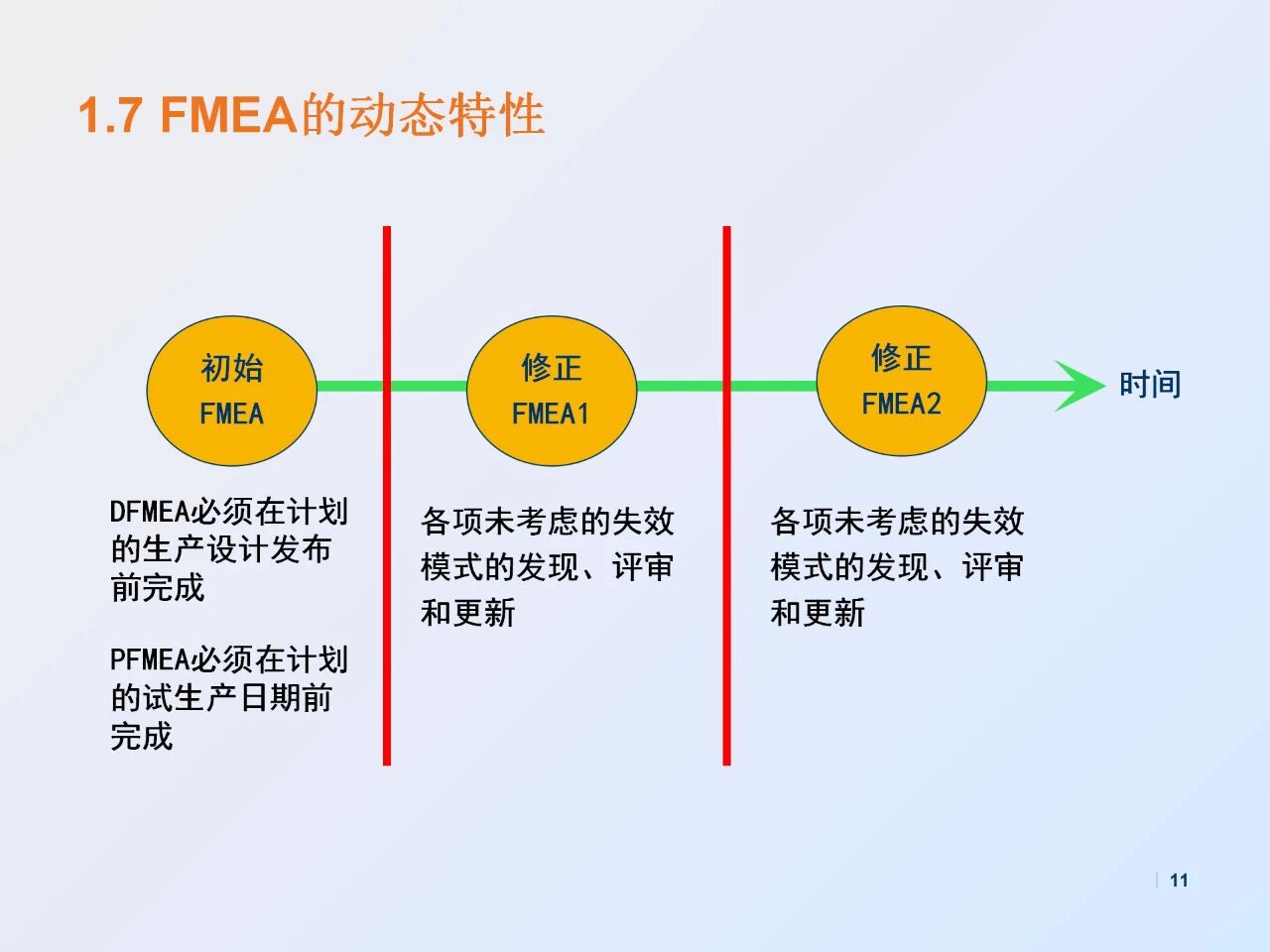
1. FMEA和CP不同步更新
项目初期做的FMEA很详细,但随着工艺变更、设备换型、材料替代……没人去同步更新控制计划。结果就是现场操作的控制计划早就和FMEA分析脱节了。
根本原因还是在于没有建立版本化管理机制,文档都成了静态文件。
2. FMEA分析流于形式
很多PFMEA是为了交差:照模板填空、分数随意给、控制措施空泛模糊。比如定期检查、加强培训、提高意识等等,这些话看似有理,实则都是无法量化执行的假大空,压根儿就无效。
结果控制计划也没得参考,最后只能拍脑袋填表。
3. 控制计划成了检查表
不少工厂的控制计划只是检测频率表:尺寸:每小时测一次,外观:每班抽检一次。既没有控制逻辑,也没有防错思维。
但是控制计划不是检验计划,而是过程控制策略。检验只能发现问题,控制才能防止问题。
五、FMEA和控制计划的联动方法
想让这两份工具在企业中真正发挥价值,可以从以下三步入手:
第一步:流程化贯通
- 从PFD(流程图)出发,让FMEA与控制计划共享同一工序编号;
- 保证工艺、检测、质量三方都参与分析;
- 任何变更(人、机、料、法、环)都要同步更新两份文件。
第二步:系统化管理
- 建立数字化平台(如Excel关联、系统模块化),让FMEA与CP一对一映射;
- 新增风险(RPN高于阈值)自动生成控制项;
- 审核机制:每次FMEA更新后,必须触发控制计划复审。
第三步:现场化落实
- 控制计划不该躺在电脑里,而该挂在产线上;
- 每个操作员都知道自己工序的关键控制点;
- 每个检验员都能回答:这项检查为什么做、风险是什么。
当FMEA能指导CP,CP能反馈FMEA,现场能执行CP,就真正实现了 体系的闭环 。
六、总结
FMEA是思维,控制计划是行动。FMEA更像是思考的过程,而控制计划则是落地执行的动作。
它们的关系就好比:FMEA是大脑,控制计划是手脚。没有大脑,手脚就乱动;没有手脚,大脑再聪明也只是空想。
真正成熟的质量体系,不是靠填多少表、发多少报告,而是让这些工具串起来、活起来、用起来。
| 




 订阅
订阅