基于APS理论的钢铁企业生产计划编制和执行过程包括订单计划、批量计划以及生产调度计划等主要阶段。订单计划的主要任务是根据现有库存产品的信息,并在同时考虑各个工序的生产能力的前提下,对客户订单做出交货期承诺,制订在总体能力上可行的订单排产计划。订单计划以客户订单为主要管理对象,订单计划的输入是客户销售订单,输出是拆分到各个工序的生产工单。生产工单是进行批量计划编制的前提条件,批量计划阶段的结果又是生产调度的基础。由此可见,订单计划作为整个钢铁企业计划的源头有着十分重要的意义。
钢铁企业APS中的订单计划系统是一个功能复杂的系统,研究重点是对“订单”的处理时序问题。包括不同工序路径上的订单拆分、考虑多种因素的交货期承诺等。如果采用传统化的结构化建模思想。在描述动态性、可扩展性方面会出现模型与实现的关联上有很大的局限性。UML是一种面向对象的建模方法,它与具体的过程无关,其优点是简单并且可扩展,具有扩展和专有化机制。扩展时无须对核心概念进行修改,适于描述功能结构复杂的需求分析。本文以实际工程项目为背景,采用面向对象的UML建模方法对订单计划系统进行建模。
1 订单计划系统目标和任务
对于钢铁企业而言,其生产只能按照自身的节奏较为稳定地进行,而市场需求却是动态多变的。在这种情况下,只有按照订单全生命周期对订单产生、订单分析、订单执行、订单交付等一系列过程进行管理,才能更好地满足客户需求,提高竞争能力。
在基于APS的钢铁企业生产计划体系中,订单计划是生产作业计划的前提和基础,主要是对企业接收到的客户销售订单进行预处理,将销售订单转化为按照下序划分的生产工单,并初步给出交货期承诺,为作业计划的编制提供准确的生产工单需求。
订单计划问题的主要任务是根据现有库存产品的信息,并在同时考虑各个工序的生产能力的前提下,对客户订单做出交货期承诺,制订符合产能要求的订单排产计划。
订单计划系统的人口为客户销售订单,一个客户销售订单可能包含了多个钢种产品的订货要求。订单计划系统主要解决板坯设计、库存匹配、产能匹配3个方面的业务,其处理流程如下:
(1)将一个销售订单按照钢种、钢器单量等拆分为一个或多个生产订单以便于根据库存情况对生产订单进行库存匹配,判断能否按时、按量实现销售订单交货。
(2)对于不能由成品或半成品来满足的生产订单,按照工艺过程进行工序拆分以及板坯设计,对拆分形成的生产工单要进行坯料替代和产能匹配。产能匹配是在不改变设备已定负荷的前提下,通过计算各关键设备的空闲生产能力后,将关键设备的空闲生产能力与订单数量进行产能需求匹配,决策能否完成订单的需求。对于产能匹配后仍无法足额保证销售订单需求的情况。若要接受该订单,就必须改变原有生产计划安排,重新制订出新的生产计划。
2 UML系统建模
2.1 静态模型
2.1.1 分析用例
在面向对象的方法中,用例描述了用户对系统功能的需求,所有的用例合在一起构成用例模型。它描述了系统的功能,问答了“系统应该为每个用户做什么”的问题。根据订单计划系统的功能需求可分析得出的系统用例角色主要有5种:销售订单管理员、生产订单管理员、成品库存管理员、板坯库存管理员、产能管理员。
系统用例图如图1所示,其中:销售订单管理员主要负责销售订单的增加、修改、删除以及订单的分解,销售订单分解的结果是生产订单;生产订单管理员需要对生产订单按工序进行拆分,得到各个工序上的生产工单(根据企业实际,本文所指生产工单包括板坯工单和钢卷工单两种);成品库存管理员对钢卷工单进行钢卷匹配;板坯库存管理员对板坯工单进行坯料替代;产能管理员对各个工序上的订单进行该工序的产能匹配,判断是否有足够的能力进行生产,并得到工序交货期。
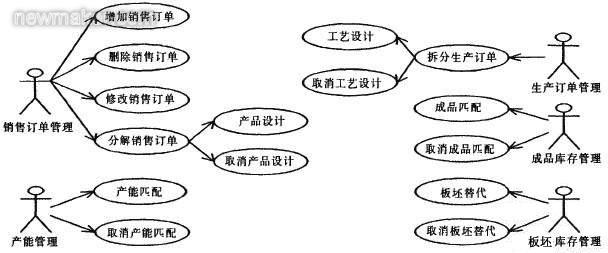
图1 系统用例图
2.1.2 分析类图
类是所有面向对象方法中最重要的概念,它是面向对象的基础,它决定着软件系统的合理性、可维护性、可重用性和可移植性。本系统中抽象出销售订单管理、板坯库存管理、生产订单、钢卷工单、板坯工单等多个静态类图,如图2所示。
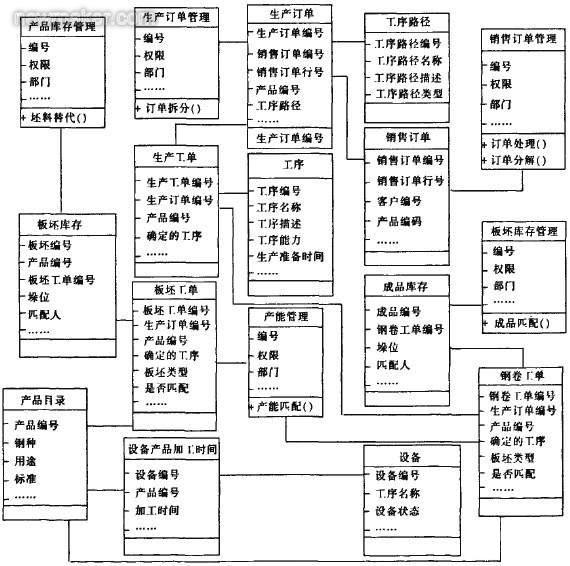
图2 系统分析类图
2.3 动态模型
用例图和类图只是从静态角度描述系统,静态模型得到的信息并不完整,一个完整的模型必须描述系统的静态和动态两个方面,系统的动态特征和行为可以通过用例实现来描述。用例实现可以通过顺序图和活动图等来完成,限于篇幅,本文仅对工艺设计、库存匹配和产能匹配3个主要活动进行介绍。
2.3.1 工艺设计
工艺设计是指将销售订单分解得到的生产订单基于全线工序拆分为各工序生产工单的过程。本文主要考虑炼钢―连铸和轧制两个工序,炼钢―连铸工序的产品是板坯,轧制工序的产品是钢卷,因此将生产订单拆分为钢卷工单和板坯工单。工艺设计顺序图如图3所示。
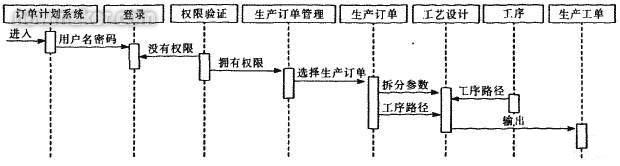
图3 工艺设计顺序图
2.3.2 库存匹配
钢铁企业大量余材的存在,占用了大面积库存,无形中造成资源浪费,如何处理好非订单库存是钢铁企业面临的重要问题。为了有效利用这些库存余材,提高客户满意度、降低成本和库存成本,需要将其与订单进行合理的匹配。
库存匹配是对工艺设计产生的生产工单进行的操作,包括成品匹配和坯料替代。库存匹配包括对板坯下单进行的坯料替代和对钢卷工单进行的成品匹配。不管是坯料替代还是成品匹配郜是通过生产工单中的产品规格信息与产品库存中满足规格、质量的产品进行匹配,在程序系统中的匹配操作分为自动匹配和手动匹配。自动匹配是在程序中预定匹配参数和匹配方法,对工单产品和库存产品进行一一对比,符合程序设定要求的就可以匹配:手动旺配是指在手动输入参数的情况下进行库存匹配。
在企业实际的生产环境中,订单与产品之间的匹配关系可能有以下3种情况:①同钢级、同规格的库存匹配;②同规格的库存匹配,但是钢级不同,高钢级可以替代低钢级;③同钢级、不同规格的库存匹配,这个时候需要考虑后续加工的问题。通过系统设置可以满足同钢级、同规格的库存匹配,但是对于另外两种情况,钢级和规格参数存在变化,通过手动匹配人工输入匹配参数会更符合实际的需要,手动匹配的活动图如图4所示。
手动匹配与自动匹配的主要区别在于:手动匹配在选中待匹配工单后需要在手动匹配界面输入匹配参数,包括钢种、宽度上下限、厚度上下限、表面质量要求、匹配人、匹配时间等,然后再执行匹配计算;而自动匹配在选中待匹配工单后可以根据默认设置直接执行匹配计算。
2.3.3 产能匹配
针对未能匹配的生产工单,需要进行产能匹配以便能及时向客户给出交货期承诺。关于产能匹配的类有:生产工单、工序、产品目录、设备、设备_产品加工时长等。产能匹配涉及整个工厂的工序路径、工序、工序上的设备各种信息,同时相同的设备对不同的产品加工时长可能是不相同的,因此需要在产品目录中得到产品规格的信息,最终结合设备的剩余产能进行产能匹配。产能匹配的顺序图如图4所示。
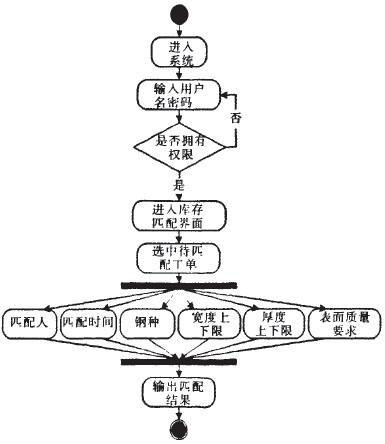
图4 手动匹配活动图
产能匹配的结果体现为工单在设备上的加工时长问题,这就需要用到设备名称以及工序产品的规格信息。因此在产能匹配中首先要根据生产工单中的“所在工序”和“产品编码”的属性得到工序和产品规格信息,然后根据工序表找到该工序对应的设备名称,最后通过设备和产品规格信息在“设备_产品加工时长”表中找到相应的产品加工时长。
3 结束语
随着钢铁企业由面向库存生产向面向订单和面向客户化定制的生产管理模式转变。如何通过对订单计划的有效管理来提高生产效率并满足客户的需求成为钢铁企业关注的重点。本文采用面向对象的方法利用UML静态和动态模型对钢铁企业APS中的订单计划系统进行了详细的需求分析。首先构建了系统用例图和分析类图,然后以工艺设计、库存匹配、产能匹配3个用例实现为例,通过顺序图和活动图构造了系统的动态模型。系统主要特点是在编制中长期订单计划时,通过将订单拆分到工序进行库存和产能匹配来实现物流和产能的平衡。
|